
新聞資訊
推薦資訊


FFS重膜包裝機
發布時間:2021-01-23
瀏覽次數:
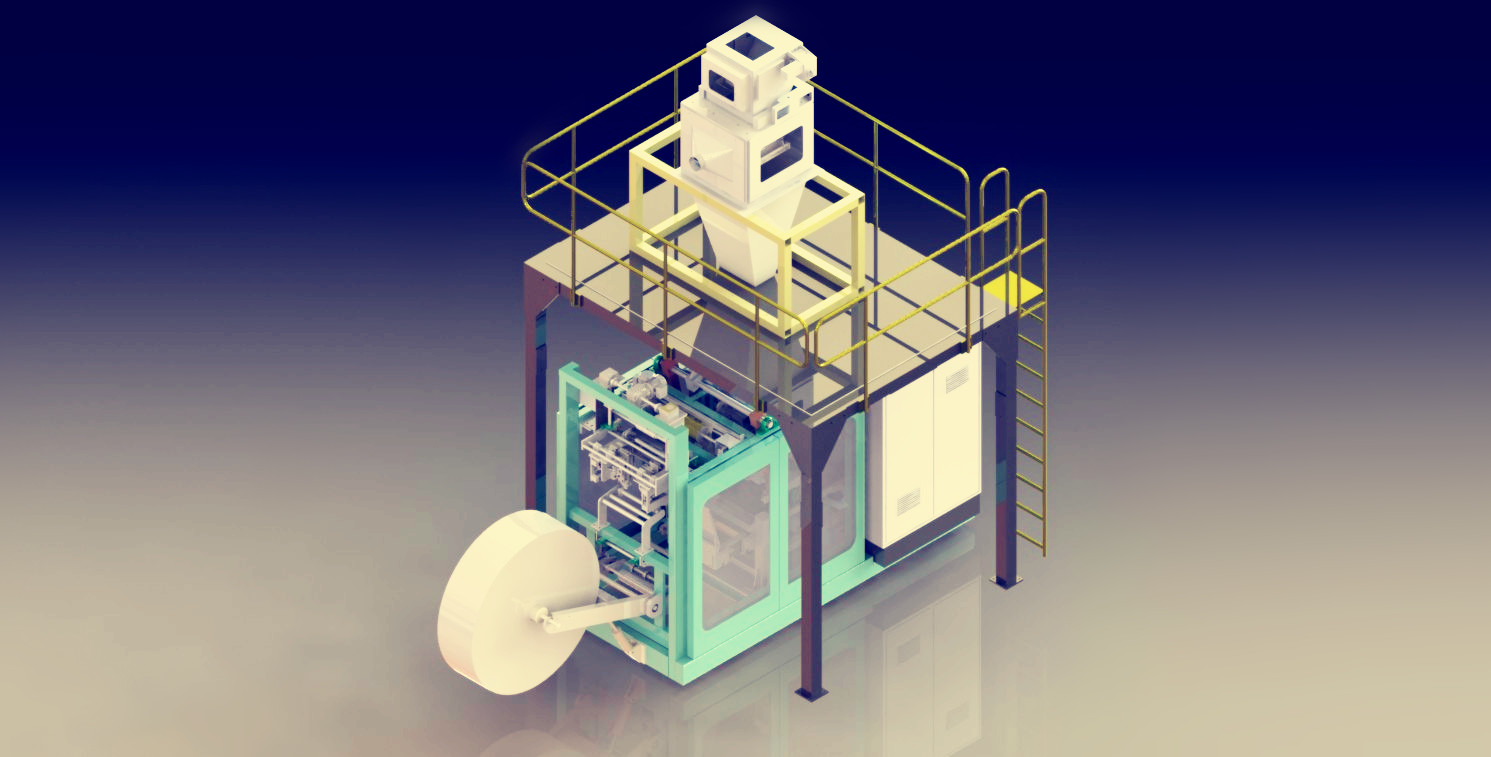
1.1 FFS重膜包裝外形3D圖


1.2 FFS重膜包裝
FFS即:截底成型(form)→包裝線自動灌裝(fill)→袋口封合(seal)。這臺FFS重膜包裝機是我公司針對石油化工,塑料粒子,飼料等行業專門研發的新型包裝設備。下圖簡介機器各主要部件結構及功能

FFS重膜包裝機主機模型圖
以下為本機器主要部件名稱:
1-膜卷翻轉托架
2-供袋機構
3-角封機構
4-袋長調整機構
5-送袋機構
6-底封機構
7-開袋機構
8-料門機構
9-夾袋縮口機構
10-上封機構
11-上封冷卻機構
12-擺臂機構
13-立袋輸送機構(包括底封冷卻+敦實機構+間歇運動輸送機+常轉輸送機)
1.3 FFS重膜包裝部件說明
1.4 FFS重膜包裝機械參數
設計速度:20bag/min
包裝規格:25kg/bag,如聚丙烯顆粒(PP顆粒)
膜卷要求:M型PE重包裝膜袋卷,熔融指數>0.2,膜厚140-200um±4% ,折邊深度80mm±3mm,包材尺寸(650-950)x400x180 mm,膜卷直徑1500mm,膜卷內筒150mm+/-5mm
操作電壓:380V 50Hz
控制電壓:24V DC
環境要求:溫度 5-40℃,濕度最高80%
壓縮空氣:耗氣量3m³/min,氣壓6kgf
功率:約10KW
噪音:<80dB,在離機器1m遠,1.6m高處測量


1.2 FFS重膜包裝
FFS即:截底成型(form)→包裝線自動灌裝(fill)→袋口封合(seal)。這臺FFS重膜包裝機是我公司針對石油化工,塑料粒子,飼料等行業專門研發的新型包裝設備。下圖簡介機器各主要部件結構及功能

FFS重膜包裝機主機模型圖
以下為本機器主要部件名稱:
1-膜卷翻轉托架
2-供袋機構
3-角封機構
4-袋長調整機構
5-送袋機構
6-底封機構
7-開袋機構
8-料門機構
9-夾袋縮口機構
10-上封機構
11-上封冷卻機構
12-擺臂機構
13-立袋輸送機構(包括底封冷卻+敦實機構+間歇運動輸送機+常轉輸送機)
1.3 FFS重膜包裝部件說明
|

1.4 FFS重膜包裝機械參數
設計速度:20bag/min
包裝規格:25kg/bag,如聚丙烯顆粒(PP顆粒)
膜卷要求:M型PE重包裝膜袋卷,熔融指數>0.2,膜厚140-200um±4% ,折邊深度80mm±3mm,包材尺寸(650-950)x400x180 mm,膜卷直徑1500mm,膜卷內筒150mm+/-5mm
操作電壓:380V 50Hz
控制電壓:24V DC
環境要求:溫度 5-40℃,濕度最高80%
壓縮空氣:耗氣量3m³/min,氣壓6kgf
功率:約10KW
噪音:<80dB,在離機器1m遠,1.6m高處測量
- 上一篇:沒有了
- 下一篇:沒有了

